
metalworkingmag.cz
13
'21
Written on Modified on
Sandvik Coromant News
Využití metody Power skiving při výrobě elektromobilů
Jak mohou výrobci díky metodě Power skiving dosáhnout 90% zkrácení strojního času.

Vozidla značky Tesla jsou často uváděna jako příklad toho, že elektromobily (EV) nepotřebují více rychlostních stupňů nebo dvouspojkovou převodovku (DSG). Ovšem s výjimkou všech modelů, u nichž se s nimi setkáme. Tento trend začíná nabývat na síle a u EV se tak můžeme s více převodovými stupni setkat stále častěji. Mats Wennmo, globální manažer pro automobilové převodovky ze společnosti Sandvik Coromant, která zaujímá vedoucí postavení v oblasti obrábění kovů, vysvětluje, jak může metoda známá jako Power skiving pomoci výrobcům EV udržet s tímto trendem krok a při tom výrazně zkrátit dobou obrábění.
Vozidla Tesla se dvěma motory, jmenovitě Model S, Model X a Model 3, mají dvě různá hnací ústrojí, jedno vpředu a jedno vzadu. Potenciál elektromobilů s více rychlostními stupni testovalo také Porsche, které potvrdilo, že jeho elektrický Taycan bude mít dvourychlostní převodovku. Elektromobily jako Polestar, Volvo, Lucid nebo Volkswagen mají převodovky také, nejsou to však převodovky, jaké se v minulosti využívaly u automobilů. Mezi nové technologie patří dvourychlostní, na poháněné nápravě uložená hnací jednotka pro EV, se kterou přichází společnost ZF, výrobce technických systémů pro silniční vozidla.
Z hlediska jízdních vlastností má použití více převodových stupňů v EV celou řadu výhod a v tomto článku se s nimi podrobněji seznámíme. Avšak pokud se elektromobily s vícestupňovými převodovkami, jaké nabízejí společnosti Porsche a Tesla, osvědčí, jak se mohou jejich příkladem řídit i další výrobci a zároveň udržet svou výrobu nákladově efektivní?
Jak je patrné z obrázku č. 1, existují dva hlavní důvody, proč by elektromobily měly mít převodovky. Za prvé, poměr kroutícího momentu vůči otáčkám za minutu (ot/min) není u EV stejný jako u vozidel s vnitřním spalováním. U elektromobilů není snadné s napájením z baterie dosáhnout točivého momentu, respektive zrychlení, bez převodovky. Velký kroutící moment více zatěžuje boky ozubení, což spolu s vysokými otáčkami klade vyšší nároky na snížení hlučnosti, protože elektromobily nemají motor, za jehož zvukem by se tento hluk skryl.
Za druhé, vyšší hodnoty otáček za minutu kladou u EV vyšší nároky na kvalitu hnacího ústrojí, což ještě více ztěžuje použití konvenčních metod obrábění. Patří sem i situace, kdy se s každým přesunem obráběné součásti ozubeného soukolí na další stroj tvořící výrobní linku zvyšuje výsledná nepřesnost ozubení. Převodovky EV jsou převážně planetové převodovky, jejichž kompaktní konstrukce mimo jiné přináší snížení hmotnosti a nároků na prostor potřebný pro uložení převodovky. Některé převodovky jsou také označovány jako redukční převodovky, protože jejich úkolem je snížit při rozjezdu točivý moment a otáčky.
Metoda Power skiving v praxi
Jaký je tedy nejlepší způsob výroby těchto vysoce kvalitních součástí převodových ústrojí, který mohou výrobci použít? Odpověď nabízí koncepce, která je známa již více než sto let: metoda Power skiving. Tento proces je kombinací obrážení a odvalovacího frézování — obráběcích procesů využívaných pro výrobu ozubení — jež jsou spojeny do jednoho spojitého obráběcího procesu.
Power skiving má oproti tradičním metodám obrábění řadu výhod, včetně vyšší produktivity a flexibility. S využitím této metody lze obrobit celou součást na jediném víceúčelovém stroji nebo obráběcím centru na jediné upnutí. To přináší zkrácení výrobních časů, zvýšení kvality a snížení nákladů na manipulaci a logistiku. Tento proces také přispívá k dosažení kontrolovatelného a předvídatelného průběhu obrábění součásti.
Vzhledem k tomu, že veškeré obrábění lze provést na jedno upnutí, odpadá nutnost použití několika jednoúčelových strojů a přesunů ze stroje na stroj. Z hlediska výrobců automobilů – pro něž jsou prostoje neuvěřitelně nákladné – může mít omezení přesunů mezi stroji významný dopad na dosahované hospodářské výsledky.
Jeden ze zákazníků společnosti Sandvik Coromant, který se snažil najít způsob, jak obrábět tvarové plochy součástí hlavní převodovky vyrobených z nízkolegované oceli 16MnCr5, zkusil použít frézu značky Sandvik Coromant CoroMill® 178, respektive frézu s vyměnitelnými břitovými destičkami CoroMill 180, a metodu Power skiving.
Na obrobku byly prováděny hrubovací a dokončovací obráběcí operace s využitím monolitní slinované frézy pro obrábění metodou Power skiving typu CoroMill 178H PM-HSS. Dříve zákazník pro tento proces využíval obrážecí nástroj, který umožňoval použít pro hrubovací operace řeznou rychlost 40 m/min (131 ft/min) a pro dokončovací operace 50 m/min (164 ft/min). Při použití této metody bylo možné zvýšit řeznou rychlost na 250–300 m/min (820–980 ft/min) při hrubování i dokončování.
Celkem výrobce provádí s frézami CoroMill 178H PM-HSS tři až pět hrubovacích průchodů a dva průchody dokončovací. Zákazník rovněž zmiňuje zkrácení času na seřízení a výměny nástrojů, vyšší stabilitu obráběcího procesu a podstatně vyšší kvalitu obrobených součástí. Zvýšení kvality se odvíjelo především od toho, že nebyly nutné přesuny obráběné součást mezi různými stroji, resp. obráběcími operacemi, což by vedlo ke zvýšení osové úchylky a velikosti obvodového házení. Celé obrábění probíhalo na jediné upnutí.
Navíc díky nahrazení časově náročného procesu obrážení metodou Power skiving se zkrátil čas v řezu a výrazně se prodloužila životnost nástroje. Ve výsledku to znamenalo zkrácení doby obrábění o 90 %, díky čemuž se zákazníkovi uvolnila značná část jeho výrobní kapacity.
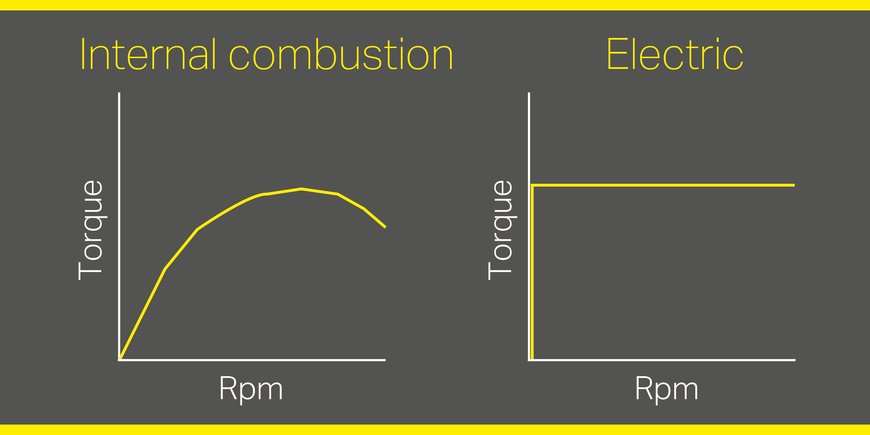
U elektromobilů není snadné s napájením z baterie dosáhnout točivého momentu, respektive zrychlení, bez převodovky. Zvýšené nároky jsou na hnací ústrojí EV kladeny také díky vyšším hodnotám otáček za minutu.
Volba nástroje
Pro metodu Power skiving má společnost Sandvik Coromant ve své nabídce řadu monolitních karbidových fréz CoroMill 178S a rovněž řadu fréz CoroMill 178H vyráběných slinováním z práškových rychlořezných ocelí (PM-HSS). Jsou navrženy s ohledem na extrémně vysokou přesnost a výkonnost a jsou k dispozici pro moduly 0.5–6 (DP 50–5). Společnost Sandvik Coromant má ve své nabídce také frézy CoroMill 180. Jedná se o frézy s vyměnitelnými břitovými destičkami, které mají lůžka břitových destiček opatřena stabilizačním vedením, což umožňuje dosažení vynikající a opakovatelné přesnosti při obrábění ozubení s modulem v rozmezí 2.5–8 (DP 10–3).
Přestože metoda Power skiving existuje již dlouho, v poslední době se její využití ubírá novým směrem, protože stroje jsou neustále robustnější a tužší a průmysloví výrobci hledají nové metody obrábění.
Metoda Power skiving se velmi dobře osvědčila především v hromadné výrobě, kde jsou rozhodující krátké dodací lhůty, a také v průmyslových odvětvích, kde jsou prostoje spojeny s velkými finančními ztrátami, jako je automobilový průmysl nebo výroba elektromobilů.
www.sandvik.coromant.com
